Key features and functions of block machine moisture sensors
2024-04-30
A block machine moisture sensor is a device used in block manufacturing machinery to measure the moisture content of raw materials such as sand, cement, aggregate, and additives. Maintaining the optimal moisture content is crucial for ensuring the quality and consistency of concrete blocks or bricks produced by block making machines. Here are some key features and functions of block machine moisture sensors:
1. Measurement Principle: Block machine moisture sensors utilize various measurement principles to determine the moisture content of materials. Common techniques include capacitance, resistance, microwave, or infrared sensors, which measure changes in electrical properties, absorption, or reflection of moisture in the material.
2. Installation: Moisture sensors are typically integrated into the block manufacturing machinery at key points along the material handling process, such as the aggregate bins, cement silos, or mixer. The sensors may be mounted directly on the equipment or installed in-line with material conveyors or hoppers.
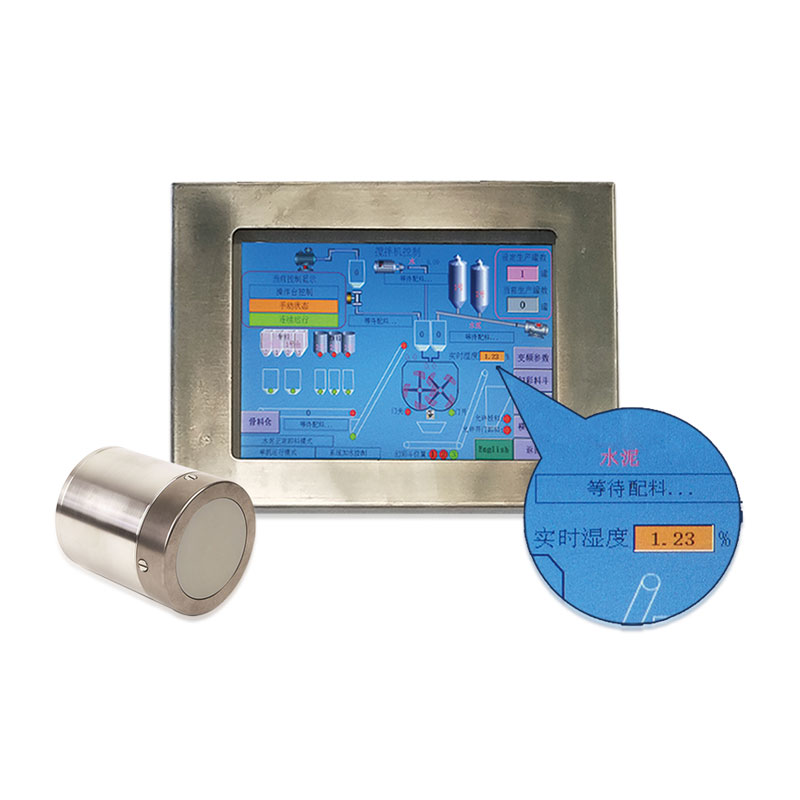
3. Real-Time Monitoring: Moisture sensors provide real-time feedback on the moisture content of materials during the block manufacturing process. This allows operators to adjust material ratios, mixing parameters, or processing conditions to maintain the desired moisture levels and optimize block quality.
4. Control Systems Integration: Moisture sensors are often connected to block machine control systems or programmable logic controllers (PLCs) to automate moisture monitoring and control functions. Integrated control systems can adjust material feed rates, water addition, or mixing times based on moisture sensor readings to achieve consistent block quality.
5. Calibration and Accuracy: Proper calibration is essential to ensure the accuracy and reliability of moisture sensor measurements. Sensors may require periodic calibration to account for variations in material properties, environmental conditions, or sensor drift over time.
6. Dust and Contamination Resistance: Block machine moisture sensors are designed to withstand harsh operating conditions commonly encountered in block manufacturing environments, including dust, vibration, and temperature fluctuations. Enclosures, seals, or protective coatings may be used to shield sensors from contamination and ensure reliable performance.
7. Maintenance and Cleaning: Regular maintenance and cleaning of moisture sensors are necessary to prevent sensor fouling, buildup, or malfunction. Cleaning procedures may involve removing debris, dust, or material residues from sensor surfaces and inspecting sensor components for wear or damage.
8. Benefits: The use of moisture sensors in block manufacturing machinery offers several benefits, including improved product quality, increased production efficiency, reduced material waste, and energy savings. By optimizing moisture levels, manufacturers can produce high-quality blocks with consistent strength, density, and durability.
Overall, block machine moisture sensors play a critical role in ensuring the quality and performance of concrete blocks or bricks by monitoring and controlling moisture content during the manufacturing process. By providing real-time feedback and automation capabilities, moisture sensors help manufacturers achieve optimal block quality while maximizing production efficiency and resource utilization.